钣金(薄板)拉伸生产线解决方案
拉伸的基础知识
我们常见的拉伸工艺分为单动拉伸与双动拉伸工艺。
其中单动拉伸采用单动拉伸液压机配单动拉延模,单动拉延模的凸模固定在液压机下工作台面上,压边圈与凸模导向,凹模固定在压机的上工作台上,凹模与压边圈导向。
单动拉伸时的动作工艺:单动拉伸液压机提供液压垫顶缸顶起压边圈到指定的高度,放上板料,定位,滑块下行压制,凹模行至压边圈高度,凹模与压边圈压紧板料,凹模带动压边圈与之一起下行,机床到达闭合高度,凹凸模墩死,拉伸成型完成,滑块快速上行到位,液压垫顶出成品零件,取件。
如图1所示,自动化冲压线主要是把板料冲压成汽车零件,包括线首单元、压力机及搬运单元、线尾单元,其中:⑴线首单元主要完成清洗干净的板料传送到压力机功能,分别经过板料上料、分张、拆垛、输送、清洗、对中、上料工位。⑵压力机及搬送单元主要对板料进行冲压及板件传送功能,分别经过拉延、冲孔、翻边、切边工位,而数控液压垫主要应用于此单元的拉延工位。⑶线尾单元主要对冲压完成的零件进行下料装箱,分别经过下料、传送、装箱工位。

双动拉伸时的动作工艺与单动拉伸工艺基本相同,额外增加了上滑块液压垫或压边滑块,可实现正反拉伸。

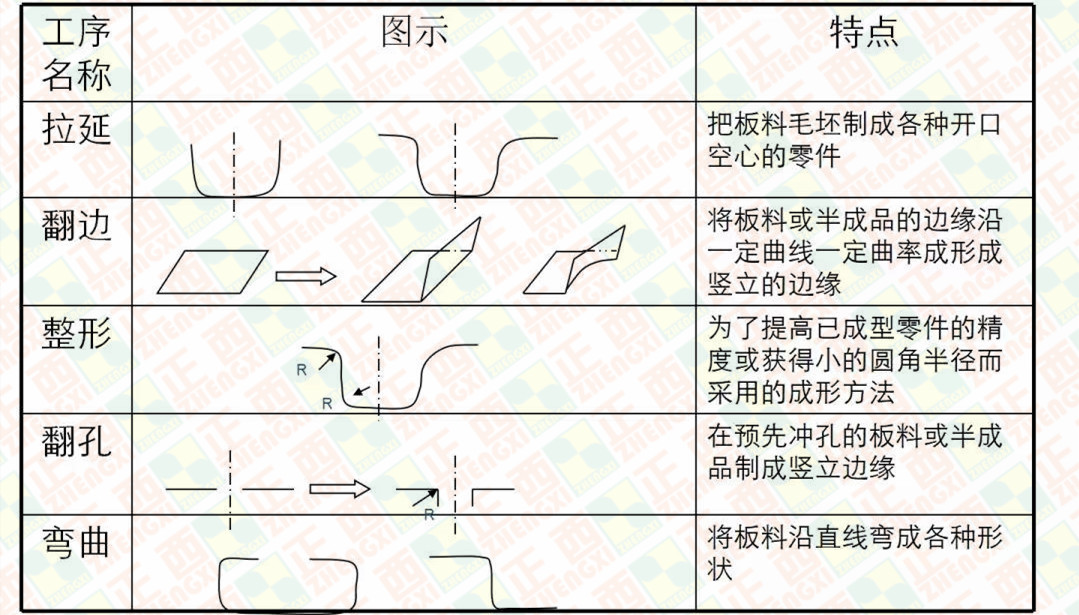
拉伸液压机也可用于其他冲压工艺,如以下其他冲压工艺示图
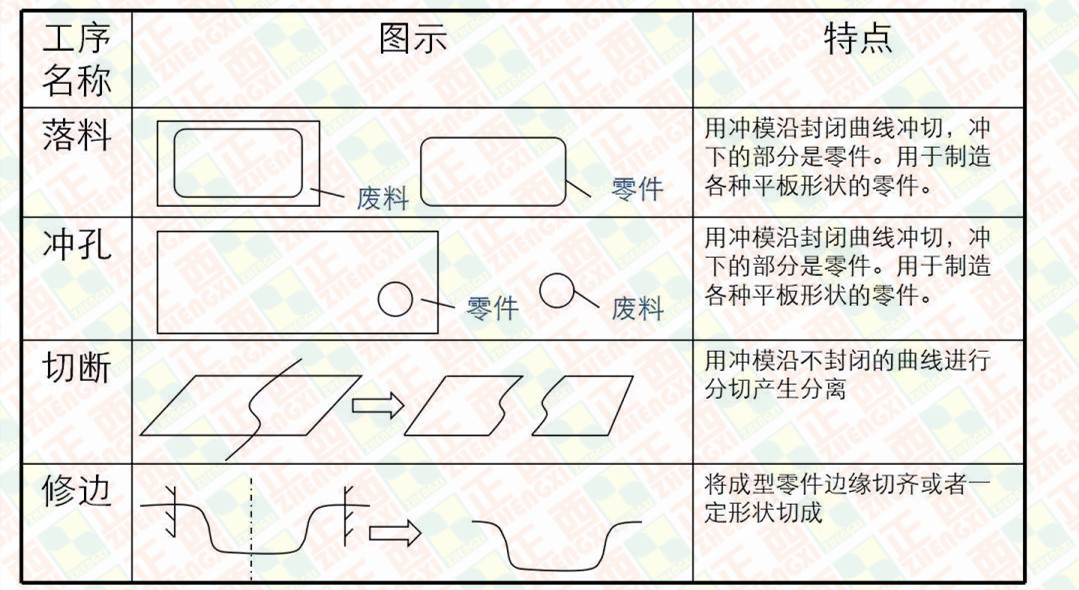
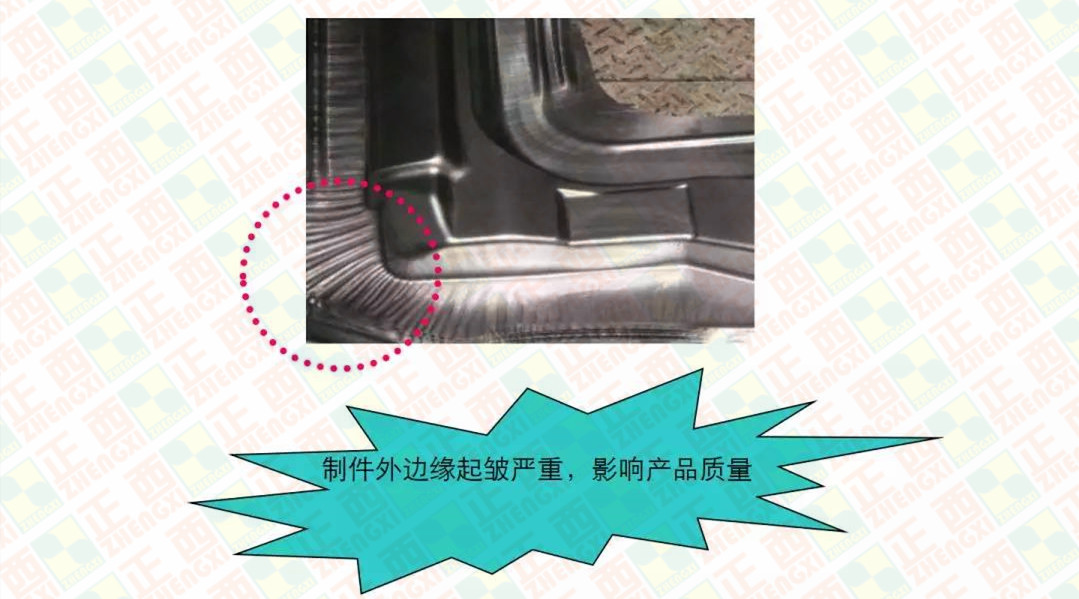
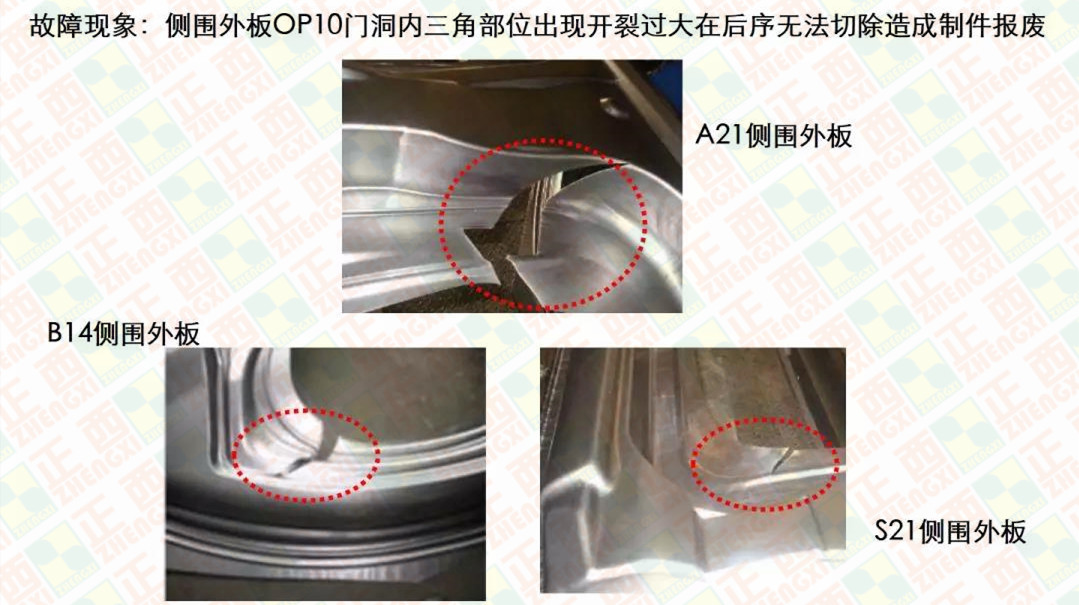
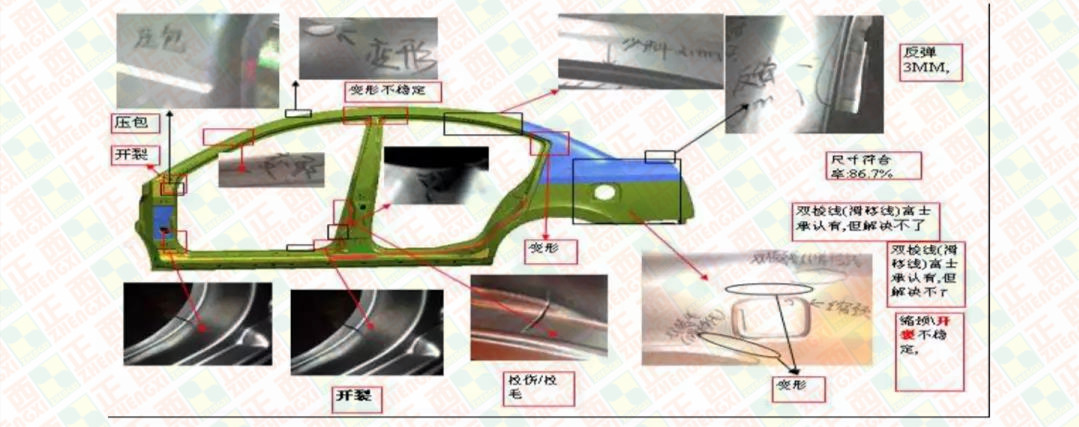
拉伸液压机生产线中产品常见缺陷
在拉伸工艺中主要常见缺陷有变形、开裂、起皱、拉毛、波浪等,还有毛刺过大、冲孔带料、塌陷、尺寸不符、表面划伤、少孔、缩颈、叠料、鼓包、凹坑、麻点、翻遍不垂直、翻遍高度不一致、翻遍拉毛、翻边裂等缺陷现象。

解决方案
多名技术优秀人员通过每次解决问题后再进行软件分析,从而我们从设备上得出结论进行改进。
|
拉伸件缺陷
|
原因分析
|
解决办法
|
|
开裂/起邹
|
1、压边力太大
|
1、减小液压垫(压边滑块)的压力
|
|
2、凹模口或压料筋槽的圆角半径太小
|
2、加大有关的圆角半径
|
|
3、压料筋布置不当或间隙太小
|
3、调整压料筋的数量、位置、和间隙
|
|
4、板料的光洁度不够
|
4、增加润滑油或其他方式减小摩擦力
|
|
5、润滑不足
|
5、改善润滑条件
|
|
6、坯料质量不符合要求
|
6、更换材料
|
|
7、坯料放偏
|
7、增加定位装置
|
|
8、坯料尺寸太大
|
8、适当减小坯料尺寸
|
|
9、局部变形条件恶劣
|
9、增加工艺切口或工艺孔,或者改善形状
|
冲压实现自动化非常困难,而冲压中的拉伸工艺更具有挑战性,大部分工厂上自动化生产线都是以废品率太高而告终,往往人们都是在模具上想办法,其实拉伸液压机也是很关键的;
中国有很多液压机制造厂家,但是有一半以上根本不了解冲压拉伸工艺,更是有部分厂家为了省成本生产出来的设备连导向都没有,甚至有的连机身都未经过精加工。
成都正西液压设备制造有限公司经过多年从根本上分析原因,携手用户与模具供应商屡次帮助客户解决各种冲压问题。
冲压生产线解决方案
为响应国家号召,全球工业4.0智能制造产业化,成都正西液压设备制造有限公司与成都正西机器人有限公司联手打造自动化装备,实现优势互补,加快步伐迈入工业4.0,进一步扩宽海外市场打下了良好的基础。成都正西液压也将继续在全球化采购体系的建立、新产品与新技术的联合开发、国际市场的共享等方面创造全球协同效应,为新老客户提供世界领先的成形技术解决方案。
不断提升改进冲压生产线,以先满足产品稳定的前提下进行提速、节能优化。

标签:四柱液压机/框架液压机/单注液压机/伺服液压机/锻造液压机/防盗门压花液压机/粉末液压机/拉伸液压机/框架复合材料液压机/四柱复合材料液压机

 公安备案号:51011302000100
公安备案号:51011302000100